Du siehst „Laser“ auf einem Gerät, in einem Datenblatt oder auf Schutzbrillen – und plötzlich steht die Frage im Raum: Laser Abkürzung wofür eigentlich? Viele nutzen Laser täglich (vom Barcode-Scanner bis zur Fertigung), aber das Akronym wird selten sauber erklärt. Genau das holen wir hier nach – verständlich, korrekt und mit direktem Bezug zu Praxis-Themen wie Gravieren, Schneiden und Sicherheit.
Im Kern beantwortet die Laser Abkürzung nicht nur eine Wissensfrage, sondern erklärt warum Laser so präzise, energiereich und vielseitig sind. Und wenn du mit Laser-Cuttern oder -Engravern arbeitest (z. B. in Werkstatt, Schule oder Produktion), hilft dir dieses Grundverständnis, bessere Ergebnisse zu erzielen – und typische Fehler zu vermeiden.
Was ist die Laser Abkürzung?
LASER ist die Abkürzung für:
Light Amplification by Stimulated Emission of Radiation
Auf Deutsch meist: Lichtverstärkung durch stimulierte Emission von Strahlung.
Diese Definition findet sich auch in behördlichen Erklärseiten zur Laserstrahlung, z. B. beim Bundesamt für Strahlenschutz (BfS). Wichtig: Die Laser Abkürzung beschreibt das physikalische Prinzip, nicht nur „helles Licht“.
- Light Amplification: Licht wird im System verstärkt.
- Stimulated Emission: Ein Photon „stößt“ die Emission weiterer Photonen an.
- Radiation: Gemeint ist elektromagnetische Strahlung (nicht automatisch „radioaktiv“).
Warum ist Laserlicht so „anders“ als normales Licht?
Damit die Laser Abkürzung greifbar wird, hilft ein Vergleich: Eine Glühbirne strahlt in viele Richtungen, in vielen Wellenlängen und ohne feste Phasenbeziehung. Ein Laser dagegen erzeugt einen Strahl, der für Technik so wertvoll ist, weil er typischerweise diese Eigenschaften hat:
- Kohärent: Wellen schwingen geordnet („in Phase“), was Präzision begünstigt. Hintergrund dazu erklärt das BfS im Kontext von Kohärenz.
- Monochromatisch (nahezu): Eine dominante Wellenlänge (z. B. 455 nm blau, 1064 nm IR, 10.600 nm CO₂).
- Gebündelt/kollimiert: Der Strahl bleibt über Distanz relativ eng, lässt sich stark fokussieren.
In der Praxis bedeutet das: viel Energie auf sehr kleiner Fläche – ideal für Gravur, Schnitt, Markierung oder Schweißen.
So funktioniert das LASER-Prinzip (einfach erklärt)
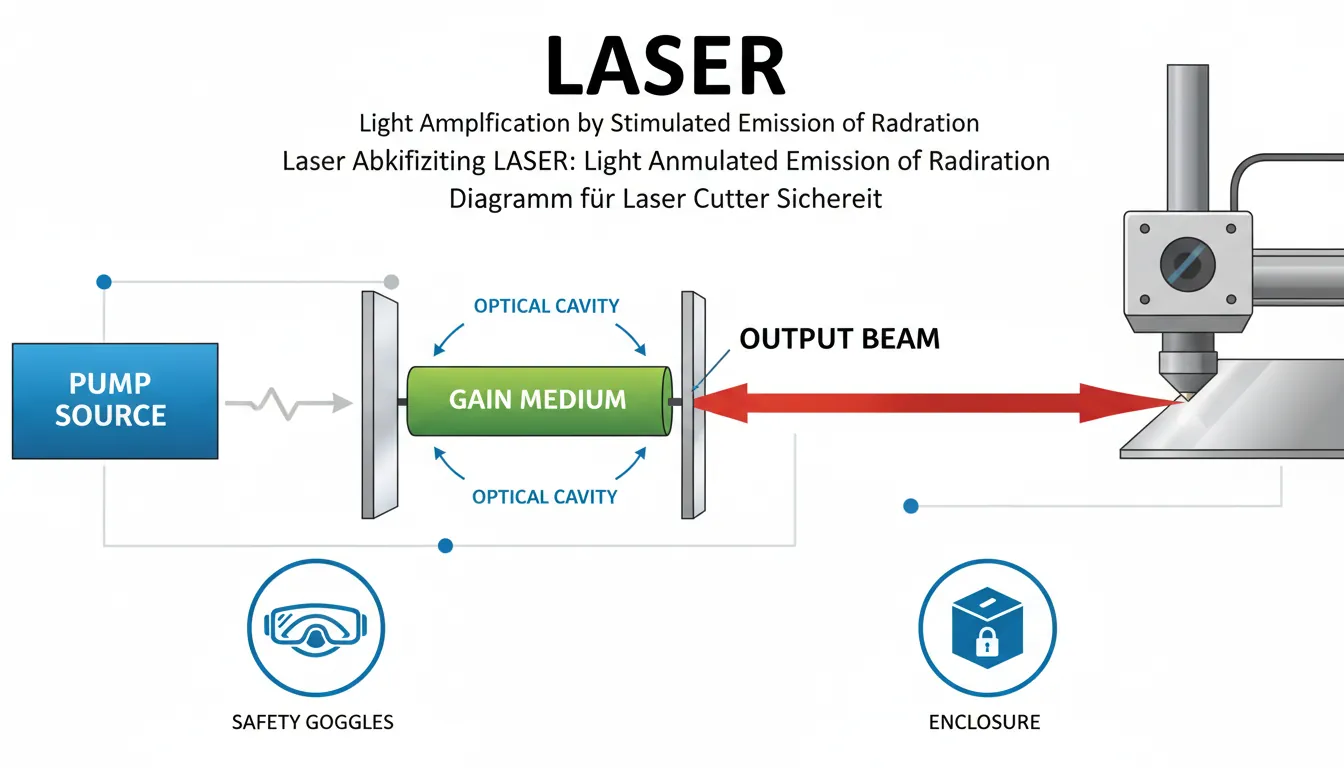
Ein Laser besteht vereinfacht aus drei Bausteinen (das deckt sich mit gängigen technischen Beschreibungen, z. B. in Wikipedia):
- Aktives Medium (Gain Medium): Material, das Licht verstärken kann (Gas, Kristall, Halbleiter etc.).
- Pumpe: Energiequelle (elektrisch, optisch), die das Medium „anregt“.
- Resonator/Spiegel: Licht wird hin- und hergeworfen; ein Teil tritt als Laserstrahl aus.
Ich habe in Workshops oft gemerkt: Sobald Teams diese drei Teile verstehen, lesen sie Spezifikationen plötzlich richtig. „20W“ ist dann nicht nur eine Zahl, sondern eine Größe, die mit Medium, Fokus, Pulsung und Material zusammenwirkt.
Lasertypen kurz erklärt (und wofür sie in der Fertigung stehen)
Die Laser Abkürzung bleibt gleich, aber Lasertypen unterscheiden sich stark – vor allem durch das Lasermedium und die Wellenlänge. Eine gute Einteilung nach Medium findest du u. a. auf Wikipedia (de).
Häufige Typen im Maker- und Produktionsumfeld
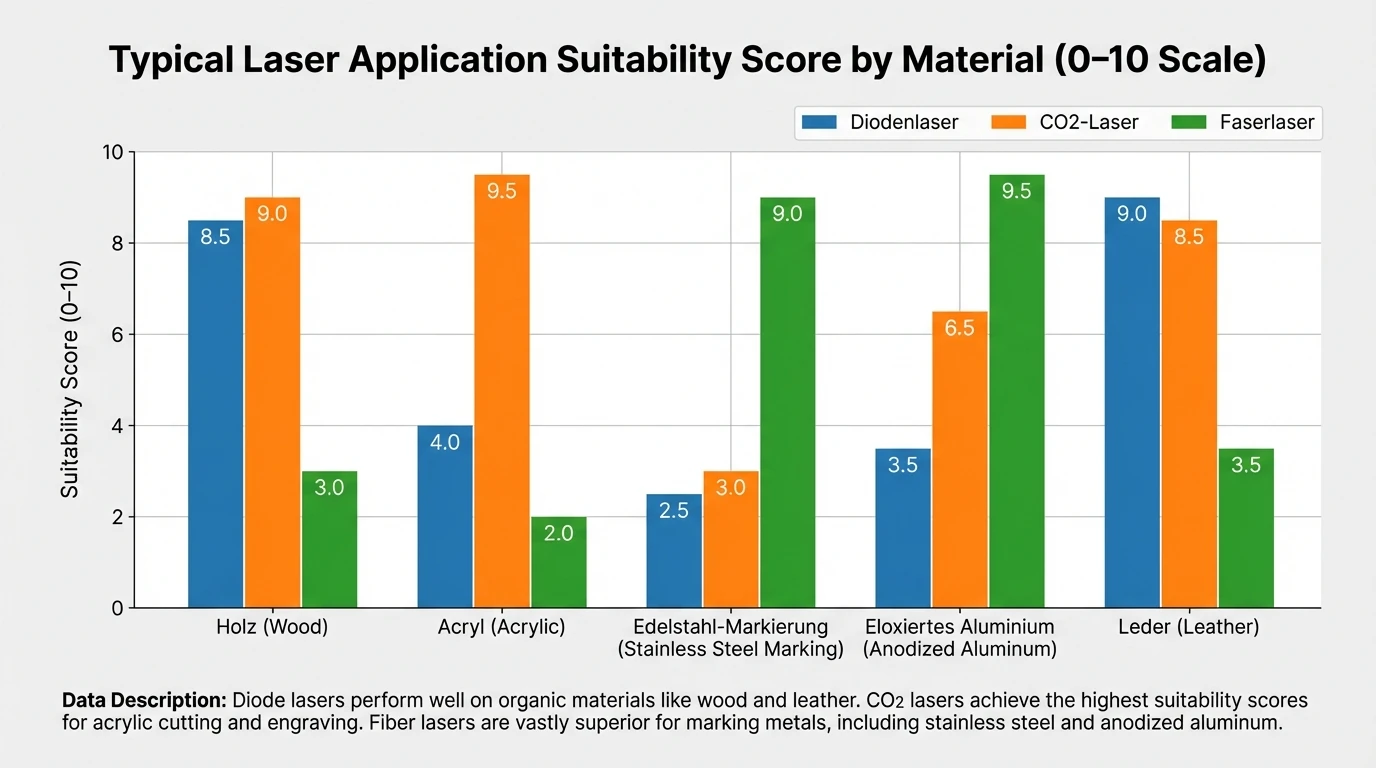
- Diodenlaser (blau, sichtbar): Beliebt für Holz, Leder, beschichtete Materialien; je nach Aufbau auch dünne Kunststoffe.
- Faserlaser (meist 1064 nm, IR): Stark für Metalle (Markieren/Gravieren), hohe Geschwindigkeit und feine Details.
- CO₂-Laser (10.600 nm, IR): Sehr gut für Acryl, Holz, viele organische Materialien; häufig erste Wahl fürs Schneiden von Acryl.
Wenn du tiefer in Schneidprozesse einsteigen willst, hilft diese interne Übersicht: Laser Cutting: The Ultimate Guide. Für typische Acryl-Fragen ist Laser Cutting Acrylic: the Ultimate Guide die passendere Vertiefung.
Laser Abkürzung in der Praxis: Was sie dir bei Gravur & Schnitt wirklich bringt
Viele Probleme in der Anwendung entstehen, weil man „Laser“ als magische Lichtquelle betrachtet. Wenn du die Laser Abkürzung als Prozess verstehst (Verstärkung durch stimulierte Emission), triffst du bessere Entscheidungen bei:
- Materialwahl: Nicht jede Wellenlänge koppelt gut in jedes Material ein.
- Parameter-Logik: Leistung, Geschwindigkeit, Frequenz/Puls, Fokus sind Stellhebel für Energie pro Fläche.
- Ergebnisqualität: Saubere Kanten, weniger Schmauch, gleichmäßige Gravurtiefe.
- Sicherheit: Laserstrahlung ist gezielt und intensiv; Schutz ist Pflicht.
Aus eigener Erfahrung: Die größten „Aha-Momente“ passieren, wenn Anwender begreifen, dass ein Laser nicht nur „heiß“ ist, sondern präzise Energieübertragung. Dann wird klar, warum z. B. Metallmarkierung oft mit IR/Faser einfacher ist als mit sichtbarem Blau.
Wenn Metallgravur dein Thema ist, ist diese interne Kauf- und Technikübersicht hilfreich: Metal Laser Engraving Machines.
| Aussage/Mythos | Was stimmt daran (kurz) | Korrekte Erklärung (praxisnah) | Warum es wichtig ist (Gravur/Schnitt/Sicherheit) |
|---|---|---|---|
| Laser = nur rotes Licht | Viele sichtbare Laserpointer sind rot | Industrielaser arbeiten oft unsichtbar (IR bei Faser/CO₂, UV bei DPSS); die Farbe sagt wenig über Leistung oder Eignung | Unsichtbare Strahlung kann gefährlich sein; falsche Erwartung führt zu fehlendem Schutz und schlechten Ergebnissen je nach Material |
| Radiation = radioaktiv | „Radiation“ heißt allgemein Strahlung | Bei LASER bedeutet es elektromagnetische Strahlung (Licht) durch stimulierte Emission, nicht radioaktive Zerfallsstrahlung | Richtige Risikoeinschätzung: Schutz vor Augen-/Hautschäden und Reflexionen statt Angst vor „Radioaktivität“ |
| Mehr Watt = immer besser | Höhere Leistung kann schneller schneiden | Für Gravur zählt oft Spotgröße, Pulsparameter, Frequenz und Wellenlänge; zu viel Leistung verursacht Verkohlung, Schmelzen oder Wärmeeintrag | Bessere Kanten/Details, weniger Verzug und Nacharbeit; geringeres Brandrisiko bei falschen Einstellungen |
| Ein Laser passt für jedes Material | Manche Laser sind vielseitig | Material reagiert stark auf Wellenlänge: CO₂ gut für Holz/Acryl, Faser gut für Metalle, Dioden begrenzt bei klaren Kunststoffen; Beschichtungen ändern alles | Vermeidet Fehlkäufe, schlechte Markierung/Schneidqualität und gefährliche Dämpfe (z. B. PVC/Chlor) |
| Schutzbrille ist optional | Bei gekapselten Class‑1-Systemen oft integriert | Bei offenen Systemen ist passende OD zur Wellenlänge Pflicht; auch diffuse Reflexionen und Streulicht können Augen schädigen | Verhindert irreversible Augenschäden; reduziert Risiko durch Reflexionen beim Gravieren/Schneiden und bei Justagearbeiten |
Mini-Glossar: Begriffe, die du beim Thema Laser Abkürzung oft siehst
- Wellenlänge (nm): Bestimmt, wie gut Energie absorbiert wird und wie fein fokussiert werden kann.
- Leistung (W): Durchschnittliche abgegebene Energie pro Zeit; sagt allein wenig über Ergebnis aus.
- Puls / Frequenz: Kurze Energiepakete; wichtig für Markierung, Wärme-Einflusszone und Detail.
- Spotgröße / Fokus: Kleinere Spots erhöhen Energiedichte und Detailgrad.
- Kerf (Schnittfuge): Materialbreite, die der Schnitt „wegnimmt“; entscheidend bei Passungen.
Sicherheit: Die Abkürzung ist schnell erklärt – Risiken nicht
Laser sind nicht gefährlich, „weil es Laser heißt“, sondern weil Laserstrahlung konzentriert und augengefährdend sein kann. Das BfS ordnet Laser u. a. über Klassen und Anwendungsrisiken ein; als seriöse Grundlage eignet sich der Einstieg über BfS – Anwendungen von Laserstrahlung.
Praktische Sicherheitsbasis (werkstattorientiert):
- Laserklasse beachten und nur im passenden Setup betreiben (Gehäuse, Interlocks).
- Geeignete Schutzbrille für die konkrete Wellenlänge (nicht „eine für alles“).
- Absaugung/Filter für Dämpfe und Partikel (Materialabhängig).
- Materialliste: PVC/Vinyl & unbekannte Kunststoffe vermeiden (toxische Gase möglich).
Fazit: Laser Abkürzung verstehen heißt Laser besser nutzen
Die Laser Abkürzung ist mehr als ein nerdiges Detail: Light Amplification by Stimulated Emission of Radiation erklärt, warum Laserstrahlen gebündelt, kohärent und so effektiv fürs Gravieren, Schneiden und Markieren sind. Wenn du dieses Prinzip mit Wellenlänge, Lasertyp und Sicherheitsgrundlagen verknüpfst, triffst du fundiertere Entscheidungen – von Materialtests bis Maschinenwahl.
Wenn du gerade überlegst, welche Laser-Technologie zu deinen Projekten passt, lies als Nächstes den Leitfaden zu Laser Cutting: The Ultimate Guide oder vertiefe dich in Laser Cutting Acrylic: the Ultimate Guide. Und wenn Metallgravur dein Fokus ist, starte mit Metal Laser Engraving Machines.
📌 Michael Kleper: A Professor Emeritus Who Found a New Passion in Laser Engraving with xTool
FAQ: Häufige Fragen zur Laser Abkürzung
1) Wofür steht die Laser Abkürzung „LASER“ genau?
Für Light Amplification by Stimulated Emission of Radiation (Lichtverstärkung durch stimulierte Emission von Strahlung).
2) Bedeutet „Radiation“ bei LASER radioaktive Strahlung?
Nein. Es bedeutet elektromagnetische Strahlung (Licht/IR/UV), nicht Radioaktivität.
3) Warum sind Laser so präzise beim Gravieren?
Weil Laserlicht gebündelt und kohärent ist und sich stark fokussieren lässt, wodurch hohe Energiedichte entsteht.
4) Welche Lasertypen sind am häufigsten für Maker und Werkstätten?
Am häufigsten: Diodenlaser, CO₂-Laser und Faserlaser – je nach Material und Anwendung.
5) Ist mehr Watt immer besser?
Nicht immer. Ergebnis hängt stark von Wellenlänge, Fokus, Pulsung, Geschwindigkeit und Material ab.
6) Welche Laserwellenlänge eignet sich besonders für Metall?
Für Markierung/Gravur meist IR (z. B. 1064 nm Faserlaser); je nach Beschichtung/Material kann auch anderes funktionieren.
7) Brauche ich bei einem Laser-Cutter wirklich eine Schutzbrille?
In vielen Setups ja – abhängig von Laserklasse, Wellenlänge und Einhausung. „Optional“ ist es in professionellen Umgebungen nicht.