Wenn du das Wort Aufbau Laser googelst, willst du meist zwei Dinge: erstens verstehen, wie ein Laser grundsätzlich aufgebaut ist, und zweitens wissen, was das in der Praxis (Gravieren, Schneiden, Schweißen) bedeutet. Ich kenne das aus Workshops mit Einsteiger:innen: Sobald Begriffe wie Besetzungsinversion oder Resonator fallen, wirkt Laserphysik plötzlich „weit weg“. In Wahrheit ist der Aufbau Laser ziemlich logisch—und genau dieses Verständnis hilft dir, Geräte richtig auszuwählen, sicher zu betreiben und bessere Ergebnisse zu erzielen.

Was bedeutet „Aufbau Laser“? Die 3 Kernbausteine
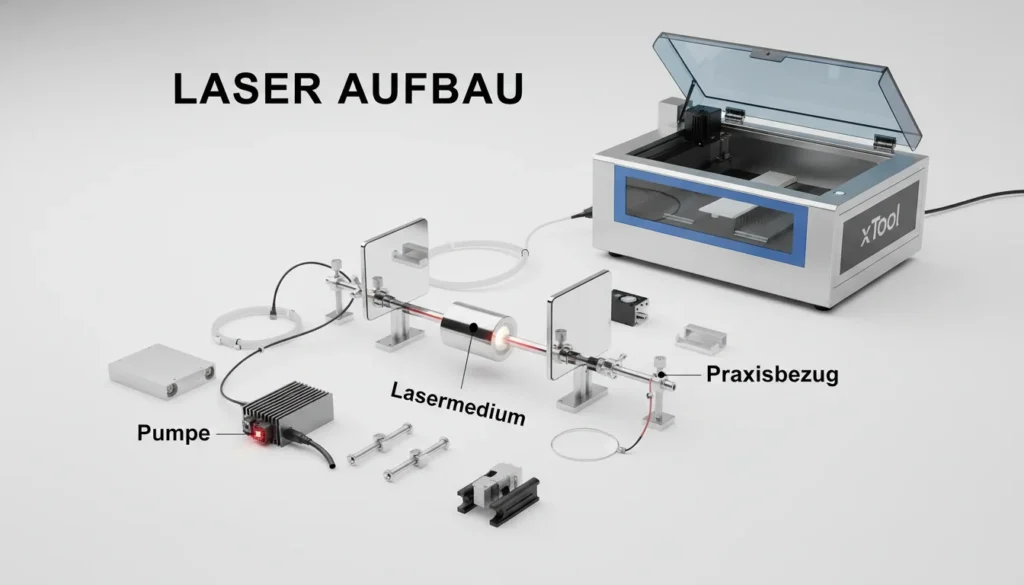
Der klassische Aufbau Laser besteht aus drei zentralen Komponenten: Lasermedium, Pumpe (Energiezufuhr) und Resonator. Diese Dreiteilung ist ein Standard in der Physikdidaktik und erklärt die Funktion fast aller Lasertypen—von Diodenlasern bis CO₂- und Faserlasern. Eine gute, kompakte Übersicht dazu findest du auch bei LEIFIphysik: Bestandteile eines Lasers.
- Lasermedium: Material, in dem Licht verstärkt wird (Gas, Kristall, Halbleiter, Faser).
- Pumpe: Bringt Energie ins Medium (elektrisch, optisch, chemisch).
- Resonator: „Licht-Feedback“ zwischen Spiegeln, damit stimulierte Emission dominiert.
In der Praxis kommt oft noch Optik dazu (Linsen, Galvos, Spiegel), aber diese sitzt „nachgelagert“ zur eigentlichen Lichtentstehung.
Lasermedium: Wo das Laserlicht „entsteht“
Im Aufbau Laser ist das Lasermedium die Bühne für die stimulierte Emission. Je nach Medium entstehen unterschiedliche Wellenlängen—und damit völlig unterschiedliche Materialreaktionen. Genau deshalb schneiden CO₂-Laser Holz/Acryl hervorragend, während Faserlaser bei Metall stark sind.
Typische Lasermedien im Überblick:
- CO₂ (Gaslaser, ~10,6 µm): Sehr gut für organische Materialien (Holz, Leder, Acryl).
- Diodenlaser (Halbleiter, oft blau ~450 nm): Vielseitig für Gravur und leichte Schnitte, abhängig von Leistung/Optik.
- Faserlaser (IR ~1064 nm): Ideal für Metalle, Markieren, teils Schneiden in Industrieumgebungen.
- UV-Laser (z. B. 355 nm): Sehr feine Gravuren, geringe Wärmeeinflusszone bei empfindlichen Oberflächen.
Ich habe in der Praxis am meisten „Aha“-Momente gesehen, wenn Leute verstehen: Nicht die Marke entscheidet zuerst, sondern Medium + Wellenlänge + Prozessziel.
Pumpe/Anregung: Warum ein Laser überhaupt „losläuft“
Die Pumpe sorgt dafür, dass genug Teilchen im Lasermedium in einen angeregten Zustand kommen—bis zur Besetzungsinversion. Ohne diese Inversion gibt es keinen stabilen Laserbetrieb, sondern nur spontane Emission (also „normales“ Leuchten). Beim Aufbau Laser ist die Pumpmethode je nach Lasertyp verschieden:
- Diodenlaser: elektrische Anregung direkt im Halbleiter (sehr effizient, kompakt).
- CO₂-Laser: elektrische Gasentladung (klassisch, robust, stark für große Arbeitsflächen).
- Faserlaser: optisches Pumpen (Dioden pumpen eine dotierte Faser).
Aus Anwendersicht ist die Pumpe auch ein Hinweis auf Wartung und Lebensdauer: Ein gekapselter, gut gekühlter Aufbau ist meist stabiler im Alltag als „offene“ Konstruktionen.
Resonator: Der Teil, der Laserlicht „ordentlich“ macht
Der Resonator ist das Herzstück im Aufbau Laser: zwei Spiegel (oder resonatorähnliche Strukturen), zwischen denen Licht hin- und herläuft. Einer spiegelt fast vollständig, der andere koppelt einen Teil als nutzbaren Strahl aus. Dadurch wird Licht kohärent, gerichtet und sehr intensiv.
Wichtige Resonator-Effekte, die du in der Praxis spürst:
- Strahlqualität beeinflusst Fokusgröße → feinere Linien, sauberere Gravur.
- Moden/Linewidth beeinflussen Stabilität und Materialbild (besonders bei Präzisionsgravur).
- Direkte Modulation ist bei bestimmten Lasern sehr schnell möglich (z. B. Dioden-/Injektionslaser), was bei Markierprozessen relevant ist. Hintergrund dazu wird in der Fachliteratur zu Injektionslasern diskutiert, z. B. Heywang & Winstel (1965) – Injection Laser.

Optik & Strahlführung: Der „praktische Aufbau“ im Gerät
Wenn Leute im Maker-Bereich Aufbau Laser sagen, meinen sie oft auch den Geräteaufbau: Fokuslinse, Air Assist, Absaugung, Schutzhaube und Software. Diese Teile entscheiden mit darüber, ob dein Ergebnis „aus wie gekauft“ oder „nach Bastelkeller“ aussieht.
Bewährte Bausteine im Geräteaufbau:
- Fokus-System (manuell oder automatisch): bestimmt Spotgröße und Schnittkante.
- Air Assist: reduziert Flammen/Verkohlung, verbessert Schnittqualität.
- Absaugung/Filter: schützt dich und hält Optik sauber.
- Materialbett & Fixierung: verhindert Verrutschen, verbessert Wiederholgenauigkeit.
- Kamera/Positionierung: beschleunigt Workflow, reduziert Ausschuss.
Ich habe bei Tests immer wieder gesehen: Schon ein sauber eingestellter Fokus plus Air Assist kann die Ergebnisqualität stärker verbessern als „noch 5 W mehr Leistung“.
Aufbau Laser in der Anwendung: Schneiden, Gravieren, Schweißen
Je nach Prozess verschiebt sich der Fokus im Aufbau Laser von „Licht erzeugen“ zu „Energie richtig dosieren“. Das ist der Grund, warum Lasergeräte in unterschiedliche Klassen fallen: Cutter/Engraver vs. Welder.
- Lasergravur: kurze Pulse/hohe Geschwindigkeit → Oberfläche verändert sich, wenig Materialabtrag.
- Laserschneiden: kontinuierliche oder gepulste Leistung + Air Assist → Material wird getrennt.
- Laserschweißen: sehr kontrollierte Energieeinbringung → Schmelzbad, Nahtbildung, minimaler Verzug.
Für einen praxisnahen Einstieg in den gesamten Prozess (von Parametern bis Materialverhalten) ist Laser Cutting: The Ultimate Guide eine sinnvolle Ergänzung.
Typische Fehler beim Aufbau Laser (und wie du sie löst)
Viele Probleme wirken wie „Material ist schlecht“, sind aber in Wirklichkeit Aufbau- oder Setup-Probleme: Fokus, Verschmutzung, falsche Luftführung oder ungeeignete Parameter. Gerade Einsteiger:innen sparen hier am falschen Ende und verlieren Zeit durch Ausschuss.
| Symptom | Wahrscheinliche Ursache im Aufbau (Fokus/Resonator/Optik/Air Assist/Absaugung) | Schnelltest | Lösung |
|---|---|---|---|
| Unsaubere Kante | Fokus falsch (zu hoch/zu tief), verschmutzte Linse/Schutzglas, ungleichmäßiger Strahl (Resonator) | Fokus-Rampe/Probeschnitt; Sichtprüfung Linse/Schutzglas mit Licht; Testmuster in Ecken vs. Mitte | Fokus neu einstellen (Z-Offset/Autofokus kalibrieren); Optik reinigen/tauschen; Strahl/Resonator prüfen und ggf. justieren/servicen |
| Starke Verkohlung | Air Assist zu schwach/fehlend oder Düse falsch ausgerichtet; Absaugung zu gering; Optik verschmutzt (Streulicht/Hitze) | Airflow am Düsenkopf fühlen/mit Papierstreifen prüfen; Rauchabzug-Test (Rauch bleibt im Kopfbereich stehen?); Optikcheck | Air Assist-Druck erhöhen, Düse reinigen und korrekt zentrieren; Absaugung/Filter reinigen, Schlauchwege abdichten; Optik reinigen/ersetzen |
| Schwankende Gravurtiefe | Fokus driftet (Z-Achse Spiel), Werkstück nicht plan, Optik/Spiegel locker oder verschmutzt, Resonatorleistung instabil | Gravurtest an mehreren Stellen; Z-Spiel prüfen (Kopf leicht drücken/ziehen); Spiegelhalter auf festen Sitz prüfen | Z-Achse nachstellen/Spiel minimieren; Werkstück planen/auflagen; Optik/Spiegel befestigen und reinigen; Resonator/Netzteil prüfen lassen |
| Doppelkonturen | Spiegel/Optik nicht fest (Vibration), Resonator/Strahl nicht sauber zentriert, Air Assist verursacht Materialbewegung bei Folien | Leicht am Spiegelhalter wackeln (darf nicht nachgeben); Low-Power-Punkt/Alignment-Test an mehreren Positionen | Spiegel/Linsenhalter nachziehen und sichern; Strahlführung/Spiegel ausrichten; Air Assist reduzieren/umlenken bzw. Material fixieren |
| Rauchspuren auf Werkstück | Absaugung unzureichend oder Luftstrom ungünstig (Rauch wird über Oberfläche gezogen), Air Assist bläst Rauch unter die Linse, Schutzglas verschmutzt | Rauchlauf beobachten (Kerzen-/Rauchtest am Werkstückrand); Schutzglas nach kurzem Job kontrollieren | Absaugung näher/effizienter positionieren, Leckagen abdichten, Filter wechseln; Air Assist-Düse so ausrichten, dass Rauch nach unten abgeführt wird; Schutzglas regelmäßig reinigen/tauschen |
Sicherheit gehört zum Aufbau Laser dazu (wirklich)
Ein Laser ist nicht nur „helles Licht“, sondern eine potenziell gefährliche Energiequelle. Zum Aufbau Laser im realen Betrieb zählen deshalb auch Schutzmaßnahmen: Einhausung, Interlocks, passende Schutzbrille (Wellenlänge!), Rauchabzug und saubere Arbeitsprozesse. Eine gut verständliche Einordnung, warum Laser so gebündelt und intensiv sind, liefert auch Mr Beam: Wie funktioniert ein Laser?.
Praktische Sicherheits-Checkliste:
- Nie ohne Absaugung bei Materialien mit Rauch/Partikeln arbeiten.
- Materialfreigabe prüfen (z. B. kein PVC wegen Chlor/korrosiven Gasen).
- Optik regelmäßig reinigen (Leistungseinbruch und Brandrisiko sinken).
- Feuerlöscher/Branddecke in Reichweite, Job nicht unbeaufsichtigt laufen lassen.
xTool-Praxis: Welcher Aufbau Laser passt zu welchem Ziel?
xTool deckt mehrere Laserwelten ab—vom Gravieren/Schneiden bis zum Schweißen. Für dich ist entscheidend, ob du Feinheit, Durchsatz, Materialvielfalt oder Metallbearbeitung priorisierst.
Schnelle Orientierung (ohne Marketing-Blabla):
- Für Produktpersonalisierung & präzise Gravuren: UV- oder Dual-Laser-Systeme sind oft im Vorteil (feine Details, kontrollierte Wärmeeinbringung).
- Für Werkstatt & Serienprojekte in Holz/Acryl: CO₂-Systeme liefern meist die saubersten Schnitte und hohe Produktivität.
- Für Metallverbindungen: Laser-Schweißen ist ein eigener Prozess mit eigener Geräteklasse.
Wenn du konkret Richtung Metall-Fügen schaust, ist die Produktseite zum 3 in 1 professional laser welder ein guter Startpunkt, um Funktionen und typische Anwendungen zu vergleichen.

Vom Aufbau Laser zum Ergebnis: Design & Workflow als „unsichtbare Komponente“
Selbst wenn der Aufbau Laser perfekt ist, entscheidet dein Design über Passgenauigkeit, Stegbreiten, Gravurkontrast und Ausschussrate. In meinen eigenen Projekten (z. B. Schilder, Verpackungen, Stecksysteme) kamen die größten Verbesserungen durch saubere Vektordaten, korrekte Linienstärken und Materialtests.
Für den Design-Teil ist diese Anleitung hilfreich: How to Design for Laser Cutting?. Sie spart dir typische Anfängerfehler wie falsche Konturen, unklare Ebenen oder nicht kompensierte Kerf (Schnittfuge).
Fazit: Aufbau Laser verstehen, bessere Entscheidungen treffen
Der Aufbau Laser ist kein abstraktes Physikthema, sondern eine praktische Landkarte: Lasermedium bestimmt, was gut bearbeitet wird, Pumpe beeinflusst Stabilität und Leistung, und der Resonator prägt Strahlqualität und Präzision. Wenn du diese drei Bausteine sauber einordnest, wählst du Geräte zielgerichteter aus, stellst sie schneller ein und bekommst reproduzierbare Ergebnisse. Und ja—ich habe selbst erlebt, dass allein ein sauberer Fokus, gute Absaugung und konsequente Tests aus „okay“ plötzlich „verkaufsfähig“ machen.
FAQ zum Aufbau Laser (häufige Suchfragen)
1) Was sind die drei wichtigsten Bestandteile im Aufbau Laser?
Lasermedium, Pumpe (Anregung) und Resonator. Diese drei erzeugen und verstärken das Laserlicht.
2) Warum braucht ein Laser einen Resonator?
Der Resonator sorgt für Feedback, Verstärkung und Ausrichtung des Lichts—so entsteht kohärentes, gebündeltes Laserlicht.
3) Welches Lasermedium ist am besten für Holz und Acryl?
In der Praxis ist CO₂ oft am stärksten für saubere Schnitte in Holz und Acryl, weil die Wellenlänge gut absorbiert wird.
4) Warum graviert ein Faserlaser Metall besser als ein CO₂-Laser?
Metall absorbiert IR-Wellenlängen (typisch 1064 nm) deutlich besser als CO₂-Strahlung, daher ist die Energieeinbringung effizienter.
5) Was bedeutet Besetzungsinversion im Aufbau Laser?
Es bedeutet, dass mehr Teilchen im angeregten als im Grundzustand sind—Voraussetzung für stimulierte Emission und Laserbetrieb.
6) Welche Rolle spielt Air Assist beim Lasercutter-Aufbau?
Air Assist bläst Rauch/Flammen aus der Schnittfuge, reduziert Verkohlung und verbessert Kantenqualität sowie Prozesssicherheit.
7) Wie erkenne ich, ob mein Laser falsch fokussiert ist?
Typische Anzeichen sind breite Linien, unsaubere Schnittkanten, mehr Brandspuren und schwankende Gravurtiefe; ein Fokus-Testmuster schafft Klarheit.