Wer zum ersten Mal „diodenlaser“ googelt, landet oft in zwei Welten: Beauty (808 nm Haarentfernung) und Fertigung (Lasergravur/-schnitt). Beide nutzen denselben Grundgedanken—gebündeltes Licht—aber mit ganz unterschiedlichen Zielen, Wellenlängen und Sicherheitsanforderungen. Ich arbeite seit Jahren mit Desktop-Lasern in Prototyping-Setups und kleinen Serienläufen und habe gelernt: Die „beste“ Diode gibt es nicht, nur die beste Kombination aus Leistung, Optik, Workflow und Material. Dieser Guide bringt Ordnung in Begriffe, Technik und Kaufkriterien—praxisnah und ohne Marketing-Nebel.

Was ist ein Diodenlaser?
Ein diodenlaser ist ein Laser, bei dem das Licht in einer Halbleiterdiode erzeugt wird. Er ist kompakt, effizient und dadurch sehr verbreitet—von Consumer-Lasergravierern bis zu industriellen Diodenlaser-Systemen. Im Maker-Bereich sieht man häufig blaue Diodenlaser um ~450 nm (gut für organische Materialien), während in der Medizintechnik klassisch 808 nm (Haarentfernung) oder Multi-Wellenlängen-Systeme vorkommen. In der Industrie sind außerdem fasergekoppelte Diodenlaser (z. B. für Wärmeprozesse) etabliert.
Wichtig ist: „Diodenlaser“ beschreibt die Laserquelle, nicht automatisch die Anwendung. Ob Gravur, Schnitt, Markieren oder Erwärmen funktioniert, hängt von Wellenlänge, Leistung, Strahlqualität, Optik und Materialabsorption ab.
Wie funktioniert ein Diodenlaser? (Kurz, aber technisch korrekt)
Ein Diodenlaser erzeugt kohärentes Licht durch stimulierte Emission in einem Halbleiter. Das Laserlicht wird anschließend über Linsen fokussiert; im Fokus entsteht hohe Leistungsdichte. In der Praxis passiert dann je nach Material und Parametern:
- Gravur/Markierung: Oberfläche wird thermisch verändert (Verfärbung, Aufrauen, Oxidschicht).
- Schnitt: Material wird lokal erhitzt, schmilzt/verdampft, Luftassist bläst Kerf frei.
- Wärmeprozess (Industrie): Energie wird gleichmäßiger eingekoppelt (z. B. Löten, Kunststoffschweißen).
Aus Erfahrung: Viele Probleme, die „nach zu wenig Watt“ aussehen, sind in Wirklichkeit Fokus-/Optik-Themen (verschmutzte Linse, falsche Z-Höhe, zu geringer Airflow).
Diodenlaser-Wellenlängen: Warum 808 nm etwas anderes ist als 455 nm
Beim Begriff diodenlaser taucht oft „808“ auf—das ist vor allem aus der Haarentfernung bekannt. Für Kreativfertigung sieht man dagegen typischerweise:
- ~450–455 nm (blau): Stark bei Holz, Papier, Leder, vielen Kunststoffen; bei klarem Acryl meist schwach.
- 808 nm (nahes IR): Typisch für medizinische Systeme; andere Materialreaktionen als bei Blau.
- 1064 nm (IR): Für Metalle und bestimmte Kunststoffe deutlich besser geeignet (oft als IR-Modul/Quelle umgesetzt).
Wenn Sie Materialvielfalt wollen (Holz und Metall), ist ein Dual-System bzw. eine Ergänzung sinnvoll—genau hier punkten Kombi-Geräte.
Anwendungen: Wofür eignet sich ein Diodenlaser wirklich?
1) Gravieren & Schneiden im Kreativbereich
Ein diodenlaser ist ideal für schnelle Personalisierung und produktionsnahe Kleinserien:
- Namensschilder, Verpackungen, Leder-Patches, Holzdekor
- Gravuren auf eloxiertem Aluminium (optisch stark)
- Schablonen, Papierkunst, Prototyping-Teile
Für mehr Sicherheit und reproduzierbare Ergebnisse bevorzuge ich im Alltag ein geschlossenes System, vor allem in Werkstätten mit wechselnden Nutzern.
2) Markieren von Metall (mit 1064 nm oder Beschichtung)
Metall gravieren ist einer der häufigsten „Erwartung vs. Realität“-Punkte. Blau kann bei blankem Metall oft nur begrenzt markieren; 1064 nm ist dafür deutlich geeigneter. Alternativ helfen Markiersprays, sind aber Prozessaufwand und kosten pro Teil.
3) Beauty/Medizin (808 nm Haarentfernung)
Viele Top-Rank-Seiten meinen mit „diodenlaser“ konkret 808 nm zur Haarreduktion. Das Prinzip ist selektive Erwärmung von Haarfollikeln (Thermolyse) bei möglichst guter Schonung der Haut. Das ist ein anderes Regulierungs- und Sicherheitsfeld als Desktop-Fertigung—bitte nicht vermischen.
Diodenlaser vs. CO₂ vs. Faser: der schnelle Vergleich
Wenn Sie abwägen, ob ein diodenlaser „reicht“, helfen diese Faustregeln:
- Diode (blau): Top für Holz & organische Materialien, günstiger Einstieg, kompakt.
- CO₂: Sehr stark bei Acryl (auch klar), Holz, viele nichtmetallische Materialien; größer/anders in Wartung & Setup.
- Faser (typ. 1064 nm): Beste Wahl für Metallmarkierung, viele Kunststoffe, hohe Präzision.
Eine gute Einordnung liefert auch der Überblick in diesem Vergleich: Fiber Laser vs. CO2 Laser vs. Diode Laser: What’s the Difference?
| Laser-Typ | Typische Wellenlänge | Stärken | Schwächen | Ideale Materialien | Typische Use Cases (Maker/Studio/Industrie) | Sicherheits-/Absaugbedarf |
|---|---|---|---|---|---|---|
| Diodenlaser (Blau) | 445–455 nm | Günstig, kompakt, niedriger Stromverbrauch, gut zum Gravieren | Schneidet Acryl/transparentes schlecht, geringere Leistung/Speed, stark abhängig von Materialfarbe | Holz, Papier/Karton, Leder (vegetabil gegerbt), dunkle Kunststoffe, anodisiertes Alu (Marking) | Maker: Gravuren, leichte Schnitte; Studio: Prototypen/Personalisierung | Schutzbrille passend zur Wellenlänge, Einhausung empfohlen; Absaugung + Aktivkohle wegen Rauch/VOC, besonders bei Holz/Leder/Kunststoff |
| CO₂-Laser | 10.6 µm (typ.) | Sehr gut für Acryl, Holz, Papier; saubere Kanten bei Acryl; große Arbeitsflächen verbreitet | Markiert blankes Metall schlecht ohne Zusatz; Optik/Alignment, wassergekühlte Röhren (oft), größer/ schwerer | Acryl (PMMA), Holz/MDF, Papier, Textilien, Leder, Gummi, Glas (Gravur) | Maker/Studio: Schilder, Acrylteile, Deko; Industrie: Verpackung, Textilzuschnitt | Einhausung mit Interlock üblich; starke Absaugung zwingend (Rauch/Feinstaub), Aktivkohle bei Gerüchen/VOC; Materialverbote (PVC!) strikt beachten |
| Faserlaser (Yb) | 1064 nm (typ.) | Hervorragend für Metallmarkierung, hohe Präzision, schnell, wenig Wartung, lange Lebensdauer | Für organische Materialien/Acryl meist ungeeignet; höherer Preis; kleineres Bearbeitungsfeld (typ.) | Stahl/Edelstahl, Aluminium, Messing, Kupfer (je nach Leistung), Titan; beschichtete Metalle | Studio/Industrie: Seriennummern, Logos, Werkzeugbeschriftung, Schmuck, Leiterplatten/Metallteile | Strikte Laserklasse-4-Schutzmaßnahmen (Einhausung/Brille), Reflexionsgefahr bei Metallen; Absaugung für Metallrauch/Partikel (v. a. bei Anlassen/Markieren), Filter nach Bedarf |
Kaufberatung: 7 Kriterien, die in der Praxis den Unterschied machen
1) Reale Bearbeitungsziele (nicht nur Watt-Zahl)
Watt ist wichtig, aber nicht allein. Entscheidend ist die Kombination aus:
- Optik/Fokusqualität (Spotgröße)
- Mechanik (Steifigkeit, Wiederholgenauigkeit)
- Air Assist & Rauchführung
- Software-Workflow und Materialprofile
2) Offenes vs. geschlossenes System (Sicherheit & Qualität)
In professionellen Umgebungen ist ein Enclosure oft der Produktivitäts-Booster: weniger Streulicht, stabilere Luftführung, sauberere Teile. Ein Beispiel ist der xTool S1 Enclosed Diode Laser Cutter, der auf sichere, reproduzierbare Workflows abzielt.
3) Dual-Laser für Materialmix
Wenn Sie häufig zwischen Holz/Organik und Metall wechseln, spart ein Dual-System Umrüstzeit. Ein typischer Ansatz ist Fiber + Diode in einem Gerät, z. B. der xTool F1 Ultra 20W Fiber & Diode Dual Laser Engraver.
4) Optikpflege & Ersatzteile (unterschätzt)
Ich habe es mehrfach gesehen: Leistung „fällt ab“, weil die Linse verschmutzt ist. Eine saubere, passende Ersatzoptik reduziert Ausfallzeit—z. B. Laser Lens for D1 Pro 5W & 40W.
5) Materialien & Emissionen
Ein diodenlaser erzeugt Rauch, Partikel und je nach Material problematische Dämpfe. Professionelle Absaugung/Filterung ist kein „Nice-to-have“, sondern Prozessqualität plus Arbeitsschutz.
6) Durchsatz: Geschwindigkeit ist ein Systemthema
Schneller wird es durch stabile Mechanik, galvo-basierte Systeme (wenn vorhanden), passende Parameter, Jigging und Batch-Workflows—nicht nur durch mehr Leistung.
7) Support, Community, Dokumentation
Im Tagesgeschäft zählt, wie schnell Sie von „Fehlerbild“ zu „Lösung“ kommen. Gute Herstellerdokumentation und verlässlicher Support senken Stillstand.
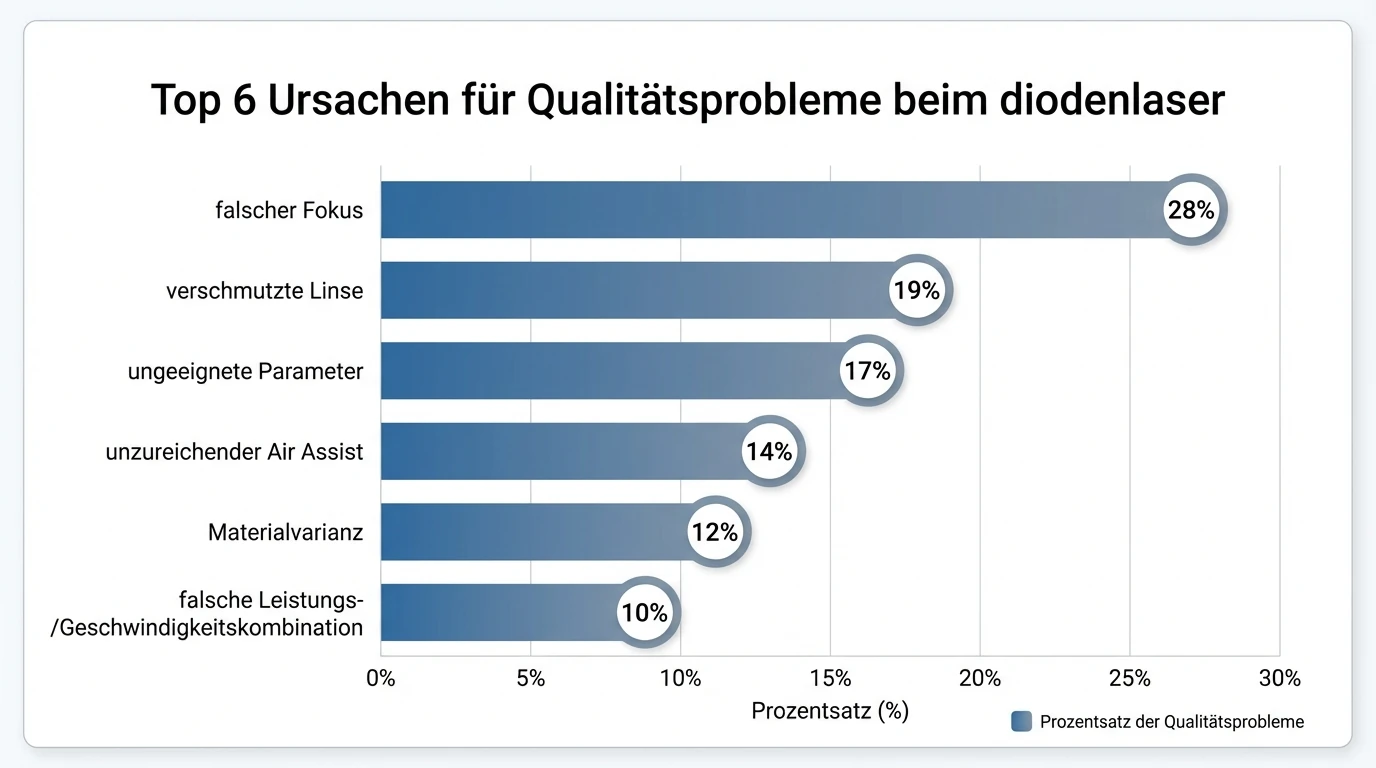
Häufige Fehler beim Diodenlaser (und wie Sie sie sofort lösen)
- Gravur wird „grau“ statt schwarz (Holz): Fokus prüfen, Geschwindigkeit runter, Air Assist feinjustieren, ggf. Materialmasking.
- Schnitt bleibt stecken: Mehrere Durchgänge, besserer Airflow, saubere Linse, geeignetes Material.
- Metall wird kaum markiert: 1064 nm (IR/Fiber) nutzen oder Markierhilfe; Parameter testen.
- Kanten verrußen: Air Assist erhöhen, Schutzfolie/Masking, Leistung runter, mehr Speed.
- Unsaubere Details: Kleinerer Spot/andere Linse, reduzierter Vorschub, stabile Fixierung.
Praxis-Workflow: So kommen Sie zuverlässig zu guten Ergebnissen
- Material testen (Mini-Testmatrix): 3–5 Leistungsstufen × 3 Geschwindigkeiten, 1 Fokuspunkt.
- Fokus standardisieren: Z-Abstand reproduzierbar machen (Lehre/Auto-Fokus, wenn vorhanden).
- Air Assist + Absaugung einstellen: Erst Luft, dann Parameter optimieren.
- Batching: Jigs/Schablonen nutzen, Dateinamen & Presets sauber führen.
- Qualitätscheck: Kantenbild, Geruch/Ruß, Maßhaltigkeit; dann Parameter einfrieren.
Wenn Sie gezielt Glas-Themen haben: Diode kann Glas eher „ätzen“/mattieren mit Beschichtung/Tricks—hier ist eine Schritt-für-Schritt-Referenz hilfreich: How to Engrave Glass with a Diode Laser?
Get the MOST POWER out of your Laser by doing THIS in Lightburn!
Sicherheit: Was professionelle Nutzer nie überspringen
Ein diodenlaser ist kein Spielzeug. Für einen professionellen Betrieb empfehle ich mindestens:
- Laserschutz (passende Schutzklasse/Brille, ideal: geschlossenes System)
- Absaugung/Filter (Partikel + VOC)
- Brandschutz: Feuerlöscher, Aufsicht, keine unbeaufsichtigten Jobs
- Materialliste: Kein PVC/Vinyl und keine unbekannten Kunststoffe verarbeiten
Für vertiefende Sicherheits- und Normeninfos sind u. a. diese Quellen solide:
Welche diodenlaser-Lösung passt zu Ihnen?
Wenn Ihr Fokus auf Holz, Leder, Papier, DIY-Produkten und sauberer Werkstattintegration liegt, ist ein moderner, geschlossener diodenlaser meist die effizienteste Wahl. Wenn Sie zusätzlich Metallmarkierung im Alltag brauchen, lohnt sich der Blick auf Dual-Laser (Fiber + Diode), weil er Materialwechsel ohne Workarounds ermöglicht. Und wenn Acryl (insbesondere klar) Ihr Kerngeschäft ist, sollten Sie CO₂ ernsthaft prüfen—das reduziert Trial-and-Error.

Fazit: Diodenlaser sind schnell, präzise – wenn Wellenlänge, Optik und Workflow zusammenpassen
Am Ende ist der diodenlaser wie ein guter Mitarbeiter: extrem stark in den passenden Aufgaben, aber er braucht klare Prozesse und das richtige Setup. Ich habe die besten Resultate immer dann erzielt, wenn Fokus, Luftführung und Materialtests standardisiert waren—nicht, wenn ich „noch 5 Watt mehr“ gesucht habe. Wenn Sie Ihre Hauptmaterialien und Use Cases definieren, können Sie sehr gezielt entscheiden: Diode-only, Enclosure für Sicherheit, oder Dual-Laser für maximale Bandbreite.
FAQ: Häufige Fragen zu diodenlaser
1) Was bedeutet „Diodenlaser 808“ genau?
Das bezeichnet typischerweise einen Diodenlaser mit 808 nm Wellenlänge, häufig im Kontext Haarentfernung und medizinischer Systeme.
2) Kann ein diodenlaser Metall gravieren?
Ja, aber abhängig von Wellenlänge und Oberfläche. Für zuverlässige Metallmarkierung ist 1064 nm (IR/Fiber) meist deutlich besser als blaues Diodenlicht.
3) Warum schneidet mein diodenlaser Holz nicht sauber durch?
Häufige Ursachen sind falscher Fokus, zu wenig Air Assist, verschmutzte Linse oder zu hohe Geschwindigkeit bei zu geringer Leistungsdichte.
4) Ist ein geschlossener diodenlaser besser?
Für Sicherheit, Rauchmanagement und reproduzierbare Ergebnisse oft ja—besonders in professionellen oder geteilten Arbeitsumgebungen.
5) Kann ich klares Acryl mit einem diodenlaser schneiden?
Oft nur eingeschränkt, weil klares Acryl blaues Licht schlecht absorbiert. CO₂ ist hier in der Regel die bessere Wahl.
6) Welche Wartung braucht ein diodenlaser?
Regelmäßig Optik reinigen/prüfen, Mechanik sauber halten, Riemen/Schlitten checken, Absaugung warten und Testpattern zur Qualitätskontrolle nutzen.
7) Welche Materialien sollte ich niemals mit einem diodenlaser bearbeiten?
PVC/Vinyl und andere chlorhaltige Kunststoffe (Gefahr durch korrosive, giftige Gase). Bei unbekannten Materialien immer erst Sicherheitsdaten prüfen.