
Laser-Technologie wirkt oft wie ein stiller Superheld: unsichtbar präzise, schnell, sauber – bis man vor der echten Entscheidung steht. Welcher Lasertyp passt zu Holz, Acryl oder Metall? Warum „Gravieren“ nicht gleich „Ätzen“ ist? Und wie vermeiden Sie typische Anfängerfehler, die Material, Zeit und Nerven kosten? In diesem Guide erkläre ich Laser-Technologie praxisnah, mit Blick auf Kreative, Werkstätten und Unternehmen, die reproduzierbare Ergebnisse brauchen.

Was ist Laser-Technologie? (Kurz, aber korrekt)
Laser-Technologie beschreibt die Erzeugung und Nutzung von Laserlicht – also Licht, das gebündelt, kohärent und meist sehr wellenlängenrein ist. Technisch entsteht es durch stimulierte Emission in einem aktiven Medium (z. B. Gas, Kristall oder Faser) und wird in einem Resonator verstärkt. Genau diese Eigenschaften ermöglichen es, Energie sehr kontrolliert auf kleinste Flächen zu bringen – ideal für Schneiden, Gravieren, Markieren, Schweißen, Messen und sogar Datenübertragung.
Für eine solide Grundlagen-Definition (und die physikalischen Bausteine wie Resonator und aktives Medium) ist der Überblick bei Wikipedia: Laser hilfreich. Für High-End-Forschung und moderne Anwendungen (z. B. Laserkommunikation) bietet MIT Lincoln Laboratory eine gute Einordnung.
Warum Laser so gut funktionieren: 3 Prinzipien, die alles erklären
Laser-Technologie ist kein „Magie-Strahl“, sondern Physik mit klaren Stellschrauben. In der Praxis bestimmen vor allem diese drei Faktoren Ihre Ergebnisse:
-
Wellenlänge
Sie entscheidet, wie gut ein Material die Energie absorbiert (z. B. CO₂ sehr gut bei organischen Materialien, Faserlaser stark bei Metallen). -
Leistungsdichte (Power Density)
Nicht nur Watt zählen, sondern wie eng der Spot ist und wie schnell Sie fahren. Mehr Leistungsdichte bedeutet schnelleres Schneiden – oder schnelleres Verbrennen, wenn es falsch eingestellt ist. -
Pulsung & Frequenz
Gepulste Laser können extrem feine Markierungen erzeugen, weil sie Energie in kurzen Spitzen liefern. Das ist oft der Unterschied zwischen „dunkel markiert“ und „Material beschädigt“.
Aus Erfahrung: Als ich meine ersten Seriengravuren auf eloxiertem Aluminium gefahren habe, war nicht „mehr Leistung“ die Lösung, sondern höhere Geschwindigkeit + passende Frequenz. Ergebnis: kontrastreicher, sauberer, weniger Wärmeeintrag.
Die wichtigsten Lasertypen im Überblick (und wofür sie wirklich taugen)
Laser-Technologie ist ein Sammelbegriff. Für Fertigung, Makerspaces und Personalisierung sind diese Typen am relevantesten:
-
CO₂-Laser (typisch 10,6 µm)
Stark bei Holz, Leder, Papier, Gummi, Acryl. Metalle meist nur indirekt (z. B. beschichtete Oberflächen) oder mit Spezial-Setups. -
Faserlaser (meist ~1064 nm)
Der Standard für Metallmarkierung, Metallgravur, viele industrielle Anwendungen. Sehr präzise, schnell, langlebig. -
Diodenlaser (sichtbar/nahes IR je nach Modell)
Flexibel und oft zugänglich für Einsteiger. Sehr gut für viele organische Materialien; bei klaren Kunststoffen und blankem Metall je nach Wellenlänge/Setup begrenzt. -
UV-Laser (z. B. 355 nm)
„Kalt“ im Vergleich: feine Details, weniger thermische Schäden, stark bei empfindlichen Kunststoffen, Glasmarkierung, Mikrogravuren. -
Laser-Schweißen (häufig Faserlaser-basiert)
Für Metallverbindungen mit hoher Nahtqualität, geringer Verzugstendenz und guter Wiederholbarkeit.
Wenn Sie speziell in Metall einsteigen, ist dieser Buyer-Guide zu Metal Laser Engraving Machines eine gute Ergänzung, weil er Materialfälle und Auswahlkriterien praxisnah bündelt.
| Lasertyp | Typische Wellenlänge | Stärken | Grenzen | Ideale Materialien | Typische Anwendungen (Schneiden/Gravieren/Markieren/Schweißen) | Einsteigerfreundlichkeit |
|---|---|---|---|---|---|---|
| CO₂ | 10,6 µm | Sehr gut für organische Materialien; saubere Kanten bei Acryl; große Arbeitsflächen üblich | Schwach bei Metallen ohne Beschichtung; Optik/Spiegel justageintensiv; größere Bauform | Holz, Acryl (PMMA), Papier/Karton, Leder, Glas (gravieren) | Schneiden (Holz/Acryl), Gravieren, Markieren (beschichtete Metalle), selten Schweißen | mittel |
| Faser | 1064 nm | Sehr effizient; hohe Strahlqualität; schnell beim Markieren; robust/low maintenance | Weniger geeignet für transparente/organische Stoffe; Gravur auf Holz oft kontrastarm | Metalle (Stahl, Alu, Messing), viele Kunststoffe (je nach Additiv) | Markieren (Metall), Gravieren (Metall), Schneiden (dünnes Metall mit hoher Leistung), Schweißen (Metall) | mittel |
| Diode | 445–455 nm (blau) | Günstig; kompakt; einfache Integration; gut für Holz/lederbasierte Gravur | Limitierte Leistung beim Schneiden; schwierig bei klarem Acryl/Glas; Metalle meist nur markieren mit Spray | Holz, Sperrholz (bedingt), Leder, dunkle Kunststoffe; beschichtete Oberflächen | Gravieren, leichtes Schneiden (dünnes Holz), Markieren (mit Beschichtung/Spray), kein Schweißen | hoch |
| UV | 355 nm | „Kalte“ Bearbeitung mit wenig Wärmeeinfluss; sehr feine Details; gut für empfindliche Materialien | Teurer; geringere Schnittleistung; Sicherheitsanforderungen hoch | Kunststoffe (ABS, PVC-frei je nach Typ), Glas, Keramik, Leiterplatten/FR4, Metalle (fein markieren) | Markieren (Kunststoff/Elektronik), Gravieren (Glas/Keramik), Schneiden (dünne Folien), selten Schweißen | niedrig |
Lasergravur, Laserätzen, Laserschneiden: Begriffe, die oft verwechselt werden
Viele Fehlkäufe passieren, weil Begriffe durcheinandergehen. Eine klare Abgrenzung spart Geld:
- Laserschneiden: Material wird vollständig durchtrennt. Entscheidend sind Leistung, Fokus, Vorschub, Air Assist und Materialdicke.
- Lasergravur: Material wird abgetragen (Tiefe/Relief), oft in mehreren Durchgängen.
- Laser-Markieren: Oberfläche wird verändert (Farbe, Oxidation, Struktur), meist ohne spürbaren Abtrag.
- Laserätzen (im Maker-Kontext): wird oft als Synonym für „oberflächliche Gravur/Markierung“ benutzt; technisch ist es nicht immer sauber getrennt.
Für einen vertiefenden Praxisrahmen zu Prozessen und Parametern ist Laser Cutting: The Ultimate Guide ein guter nächster Schritt.
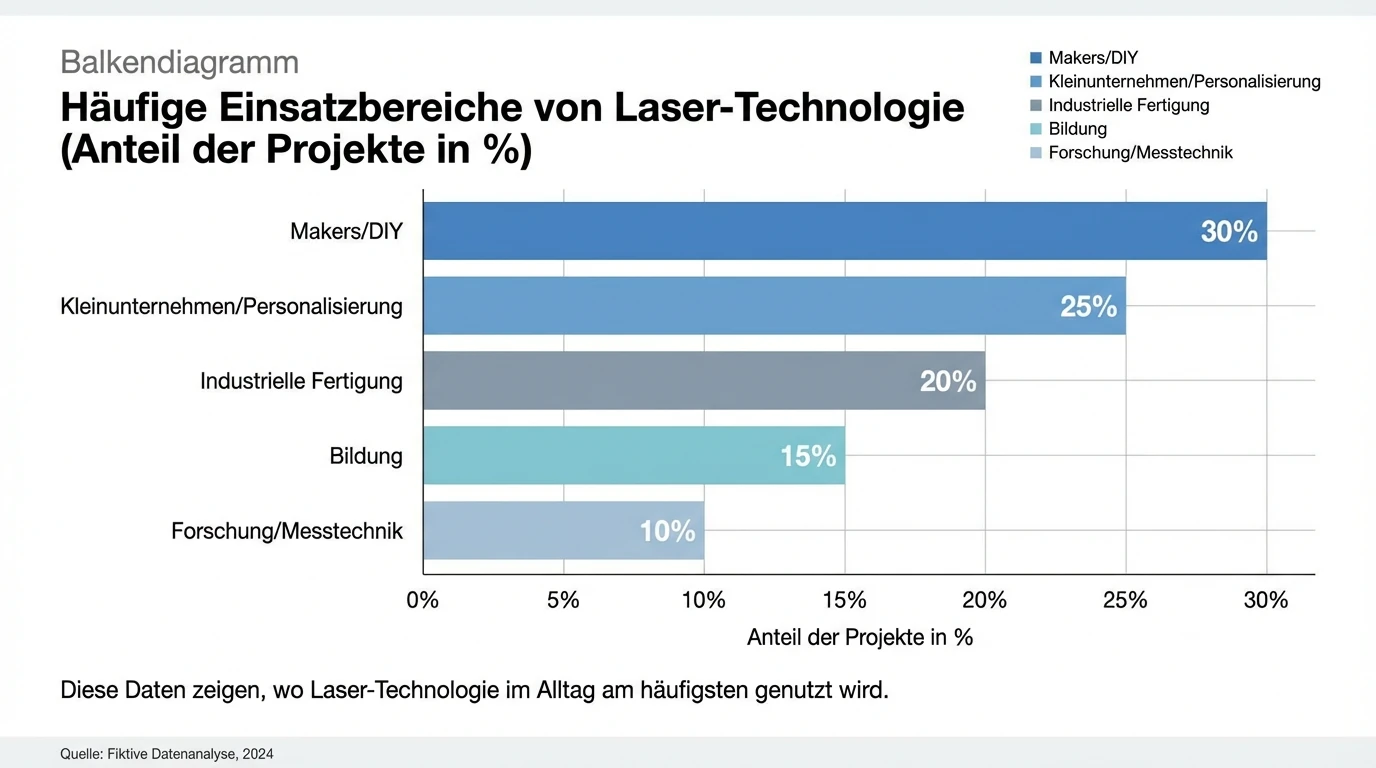
Typische Anwendungen von Laser-Technologie (mit realen Nutzenargumenten)
Laser-Technologie ist so verbreitet, weil sie präzise, digital steuerbar und skalierbar ist. Häufige Einsatzfelder:
- Personalisierung & Branding: Seriennummern, Logos, Werbemittel, Geschenkartikel
- Produktion & Fertigung: Zuschnitt von Bauteilen, Vorrichtungen, Frontplatten, Prototyping
- Metallbearbeitung: Markieren/Gravieren, Schweißen, Nahtreparatur
- Bildung & Makerspaces: Projektbasiertes Lernen, Design-to-Product Workflows
- Messtechnik & LiDAR: Distanzmessung und Datenerfassung in der Fläche (z. B. Vermessung/Verkehr)
Auch außerhalb der Werkstatt ist Laser-Technologie ein Enabler – Stanford ordnet die Breite und die „Dual-Use“-Relevanz gut ein: The Future of Laser Technology.
So wählen Sie die passende Laser-Technologie: 7 Entscheidungen, die wirklich zählen
Wenn ich ein System auswähle, gehe ich nicht vom „Maximalgerät“ aus, sondern von Ihrem Materialmix und dem Zielprozess. Diese Checkliste ist der schnellste Weg zur richtigen Klasse:
- Materialliste (Top 5): Holz? Acryl? Edelstahl? Alu eloxiert? Leder? Glas?
- Prozessziel: Schneiden vs. Gravieren vs. Markieren vs. Schweißen
- Detailgrad: feine Linien, Fotos, Mikrotext → UV/Faser oft im Vorteil
- Durchsatz: Einzelstücke oder Serien? Automatisierung/Workflow wichtig?
- Arbeitsfläche & Handling: große Platten vs. kleine Teile, Vorrichtungen, Rotary nötig?
- Sicherheit & Absaugung: Gehäuse, Interlocks, Filter, Brandschutz, Materialdämpfe
- Software & Materialprofile: Wiederholbarkeit kommt aus stabilen Presets + Testkarten
Für viele Anwender ist ein Ökosystem entscheidend: Maschine + Software + Materialien + Safety-Setup. Genau dort positioniert sich xTool mit Laser-Cuttern, -Gravierern, -Schweißsystemen und ergänzender Produktionstechnologie (z. B. DTF), damit aus Ideen verlässlich Produkte werden.
Häufige Fehler bei Laser-Technologie (und wie Sie sie vermeiden)
Laser liefert schnell Profi-Ergebnisse – aber nur, wenn die Basics stimmen. Die häufigsten Stolpersteine:
- Falscher Fokus: führt zu breiten Linien, Brandkanten, schlechter Tiefe.
- Zu wenig Air Assist: mehr Flamme, mehr Ruß, schlechter Schnitt.
- Material falsch eingeschätzt: z. B. PVC (hochgefährlich, korrosive Gase) – unbedingt vermeiden.
- Zu viel Leistung statt richtiger Parameter: verursacht Schmelzen/Verzug statt sauberer Kanten.
- Unterschätzte Nacharbeit: Reinigung, Entgraten, Passivierung bei Metallmarkierungen.
Wenn Sie in Metall gravieren/markieren, hilft dieser Deep Dive als Referenz: Metal Laser Engraving: The Ultimate Guide.
Sicherheit in der Laser-Technologie: Das Minimum für verantwortungsvolle Arbeit
Laser-Technologie ist leistungsfähig – und genau deshalb sicherheitskritisch. Ein professionelles Setup umfasst:
- Laser-Schutz: geschlossener Arbeitsraum oder passende Schutzbrille (zur Wellenlänge passend)
- Absaugung/Filter: Dämpfe und Partikel sind kein „Geruchsthema“, sondern Gesundheitsthema
- Brandprävention: nie unbeaufsichtigt laufen lassen, geeignete Löschmittel, saubere Arbeitsfläche
- Materialfreigabe: keine unbekannten Kunststoffe; Sicherheitsdatenblätter prüfen
- Wartung: Linsen/Spiegel sauber halten, Schläuche/Filter prüfen, Kalibrierung dokumentieren
Which Laser is the RIGHT Laser? | UV vs CO2 vs Fiber Lasers

Laser-Technologie bei xTool: Vom Prototyp bis zur Produktion
In der Praxis wollen Teams nicht nur „einen Laser“, sondern einen reproduzierbaren Prozess: Design → Test → Serie. xTool deckt dafür mehrere Schwerpunkte ab: präzise Lasergravur (inkl. UV für feine Details), leistungsfähige Laser-Cutter (z. B. CO₂ für organische Materialien), Laser-Schweißlösungen für Metallfertigung sowie ein erweitertes Creator-Ökosystem aus Software, Community, Zubehör und Materialien. Das ist besonders relevant, wenn Sie von Einzelstücken auf Kleinserien skalieren und dabei Qualität konstant halten müssen.
Fazit: Laser-Technologie ist kein Trend – sie ist ein Workflow-Vorteil
Laser-Technologie fühlt sich am Anfang komplex an, weil Wellenlänge, Leistung und Material zusammenspielen. Sobald Sie aber Ihre Materialliste kennen und den Prozess sauber aufsetzen, wird Laser zur verlässlichen Produktionsroutine: präzise, schnell und digital wiederholbar. Wenn Sie gerade entscheiden, ob CO₂, Faser oder UV zu Ihnen passt, starten Sie mit einem kleinen Materialtestplan – und bauen Sie von dort aus Ihren Workflow aus.
FAQ zur Laser-Technologie
1) Welche Laser-Technologie ist am besten für Metallgravur?
Für viele Metalle ist ein Faserlaser die erste Wahl, weil die Wellenlänge gut absorbiert wird und Markierungen schnell und kontrastreich gelingen.
2) Kann ich mit CO₂-Laser Metall schneiden?
In der Regel nicht wie bei Stahlblech in der Industrie. CO₂ eignet sich primär für organische Materialien und Acryl; Metall geht oft nur beschichtet oder mit Spezialverfahren.
3) Was ist der Unterschied zwischen Lasergravur und Lasermarkierung?
Gravur trägt Material ab (Tiefe), Markierung verändert meist nur die Oberfläche (Farbe/Struktur) ohne nennenswerten Abtrag.
4) Warum ist UV-Laser-Technologie so beliebt für feine Details?
UV hat eine kurze Wellenlänge und kann mit weniger Wärmeeintrag sehr präzise arbeiten – ideal für empfindliche Materialien und Mikrogravuren.
5) Welche Sicherheitsausrüstung brauche ich mindestens?
Absaugung/Filter, geeigneter Laserschutz (Gehäuse oder Brille passend zur Wellenlänge), Brandprävention und eine klare Materialfreigabe.
6) Welche Parameter sind beim Laserschneiden am wichtigsten?
Fokus, Geschwindigkeit, Leistung, Air Assist und Materialdicke. Kleine Änderungen beim Fokus können größere Wirkung haben als +10% Leistung.
7) Lohnt sich Laser-Technologie für ein kleines Business?
Ja, wenn Sie Personalisierung, Kleinserien oder schnelle Prototypen anbieten. Der ROI hängt stark von Materialkosten, Durchsatz und Prozessstabilität ab.